
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号
防委曲支撑与普通支撑是有差异的:钢结构在水平荷载,如风荷载、地震效果、温度效应等的效果下,支撑的内力会在受压和受拉两种状态下往复改变。普通钢支撑受压会发生委曲现象,当支撑受压委曲后,刚度和承载力会急剧降低。当支撑按压杆规划时,大型钢结构设计为满意承载力规划要求,要确保支撑在受压状态下不发生失稳地破坏。这样,支撑需要选择较大截面,而在受拉状态下截面利用率很低。通过文中解说的内容,我们能够大体了解到这种钢结构工程的防委曲支撑对全体工程的意义,我们能够通过文中解说的内容进行大体了解,在以后的大型钢结构设计操作运用中能够依据文中解说的内容进行实践。

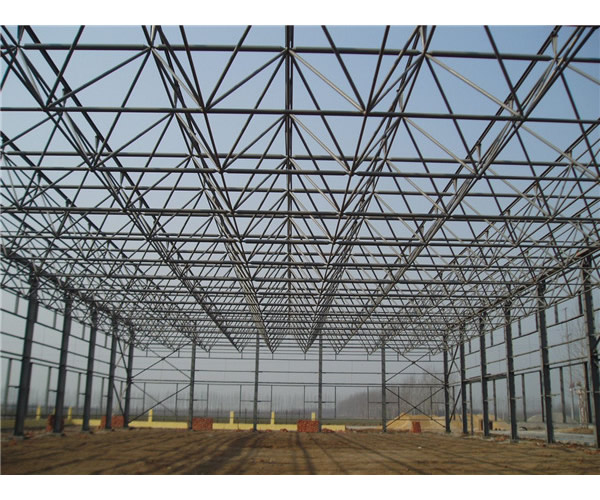
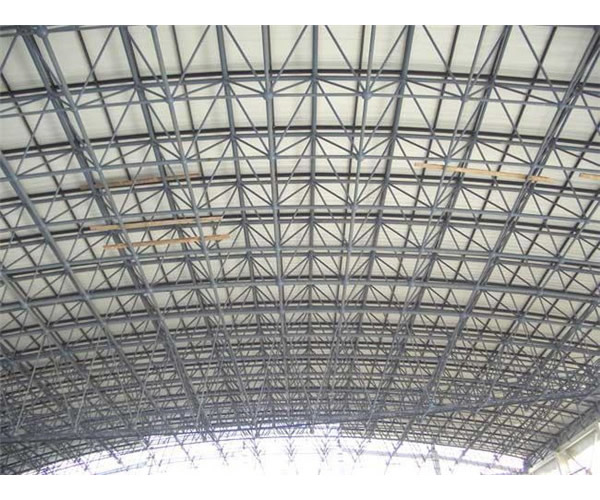
钢结构是一个建筑整体,主要材料使用钢材而出名,由于材料的特殊性,需要有各种加工好的钢构件组成,常见的钢结构组成构件有以下几种:1、组合焊接钢柱由各肢和连接各肢的钢板组成。型钢柱由型钢如H形钢或工字钢及连接钢板和铆件或连接螺栓组成(钢管柱近似)。柱底一般设座板。2、型钢可以组合或单独构成钢梁(包括檩、椽条);焊接式梁则有腹板、翼板、加劲肋等。3、桁架由上、下弦杆件和腹杆组成。各杆件连接处设钢板(节点板)连接,连接方式有焊接、铆接、螺栓连接。端部节点设座板与其下承载构件连接。4、因钢材强度高,钢结构杆件相对断面较小,强度易满足要求,但刚度和稳定性(杆件在轴向力作用下,超过一定长度时产生侧向弯曲而破坏----材料力学重要概念)较差,所以要在各构件间加强联系,要设水平支撑、垂直支撑、剪刀撑等,这是钢构的重要组成部分,不可或缺。通过文中讲解的内容,大家可以大体了解到组成构件的重要性以及具体的作用,关于钢结构组成构件远不止这些,以上只是常见的,想要了解这方面的知识,可以与我们技术人员沟通。

钢结构防火涂层施工完成干燥后,总会出现脱层或轻敲时发现空鼓、表面出现明显凹陷、外观不平整、有乳突现象或用手掰,出现粉化松散和浮浆等缺陷,造成返工,那么这些问题是怎么形成的?如何处理呢?原因分析:1、涂层过厚,表面已经干燥固结,内部却还在继续固化过程中。2、厚涂层未干燥到可以涂装后道涂层时,就涂装新的一层防护涂料。3、防火涂料施工环境温度过高,引起表面迅速固化而开裂。防治措施:1、应按防火涂料产品说明书的要求配套混合,按钢结构施工工艺规定厚度多道涂装。2、在厚涂层上覆盖新涂层,应在厚涂层最少涂装间隔时间后进行。3、夏天高温下,涂装施工应避免暴晒,并注意保养。4、对涂层表面局部裂纹宽度大于验收规范要求的涂层应进行返修。5、处理涂层裂纹方法,可用风动工具或手工工具将裂纹与周边区域涂层铲除再分层多道进行修补涂装。关于钢结构防火涂层裂纹空鼓现象出现的原因,以及这方面问题的处理方法,文中已经讲解的比较清楚了,在以后的操作使用中,大家要多注意这方面的问题,尽量避免这方面的问题带来的影响。

钢结构构件或部件之间的衔接方法有很多,例如其中的焊接方法,它具有高温、高压、具有杰出的密封性的优点,今天咱们就来详细了解一下焊接工艺,感兴趣的朋友能够看一下,以下是小编搜集相关资料总结的:1、选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,经过焊接工艺实验验证。2、整理焊口:焊前查看坡口、拼装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。3、烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。4、焊接电流:根据焊件厚度、焊接层次、焊条类型、直径、焊工熟练程度等要素,选择适合的焊接电流。5、引弧:钢结构角焊缝起落弧点应在焊缝端部,宜大于10mm,不该随便打弧,打火引弧后应立即将焊条从焊缝区摆开,使焊条与构件间坚持2~4mm间隙产生电弧。6、焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣坚持等距离(2~3mm) 为宜。

随着我国的经济发展,钢结构的运用现已变得越来越普遍,那么这种材料的运用办法,留意事项以及问题的处理措施,我们都了解了吗,为了便利我们的运用,下面这篇文章为我们详细解说钢结构涂层外表呈现裂纹的处理办法,我们一起来了解一下吧。原因分析:1、涂层过厚,外表现已枯燥固结,内部却还在继续固化过程中。2、厚涂层未枯燥到可以涂装后道涂层时,就涂装新的一层防护涂料。3、防火涂料施工环境温度过高,引起外表迅速固化而开裂。防治措施:1、应按防火涂料产品说明书的要求配套混合,按钢结构施工工艺规定厚度多道涂装。2、在厚涂层上掩盖新涂层,应在厚涂层最少涂装间隔时间后进行。3、夏天高温下,涂装施工应防止暴晒,并留意保养。4、对涂层外表局部裂纹宽度大于检验标准要求的涂层应进行返修。5、处理涂层裂纹办法,可用风动工具或手工工具将裂纹与周边区域涂层铲除再分层多道进行修补涂装。通过文中解说的内容,我们可以大体了解到这种钢结构的外表呈现裂纹的处理办法以及呈现这种问题的原因,希望文中解说的内容对我们有帮助效果,在今后的操作运用中,我们要多留意这方面的问题。
焊丝焊剂的组配对母材不合适(母材含碳过高、焊缝金属含锰量过低)会导致焊缝呈现裂纹。焊接中履行焊接工艺参数不妥(例:电流大,电压低,焊接速度太快)引起焊缝裂纹。没有有效地操控钢材和焊接材料中的硫S和磷P的含量,也是导致焊缝中呈现裂纹的原因之一。不注重焊缝的形状系数,为加快进度而任意削减焊缝的道数,也会造成裂纹。规则该用多道焊的,私行改为多层焊,往往会导致焊缝开裂。未按规则烘焙焊接材料,往往会使焊缝中呈现氢致裂纹。关于这种钢结构工程呈现焊接裂缝的原因,就是文中给出的内容了,而且的一级焊缝和二级焊缝不得存在外观裂纹等缺陷,三级焊缝外观允许存在长度簇5mm的弧坑裂纹。外观查看发现裂纹时,应对该批中同类焊缝进行100%的表面检测。对置疑的部位进行表面探伤。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
