
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号

钢结构工程现在成为了一种年轻而具有生命力的钢结构体系,应用领域十分广泛,想要建筑能持久稳定使用首先要做好防腐办法。钢结构工程的防腐可分为钢构件的防腐和围护体系的防腐两大部分,下面是详细内容:钢构件的防腐,的防腐处理大部分在工厂制造时完成北方地区或许比较干燥的环境,也可以添加底漆一道干膜厚度到达70-80微米,取消中间漆。防腐处理可分为除锈→涂底漆→中层漆→面漆几个工序来完成。依据轻钢结构建筑的用处、地理位置、气候条件的不同,来确定防腐方案和各个工序的基本要求。抛丸(或喷砂)处理的钢构件表面一般要到达国家标准Sa2.5级以上,最低不低于Sa2级,处理后的构件8小时内要开端涂刷底漆,底漆一般选用红丹醇酸防锈底漆、无机富锌底漆和环氧富锌底漆,防腐才能较好的是富锌底漆,干漆膜中锌粉含量可到达80%以上,起到很好的阴极保护效果,防止电化锈蚀。
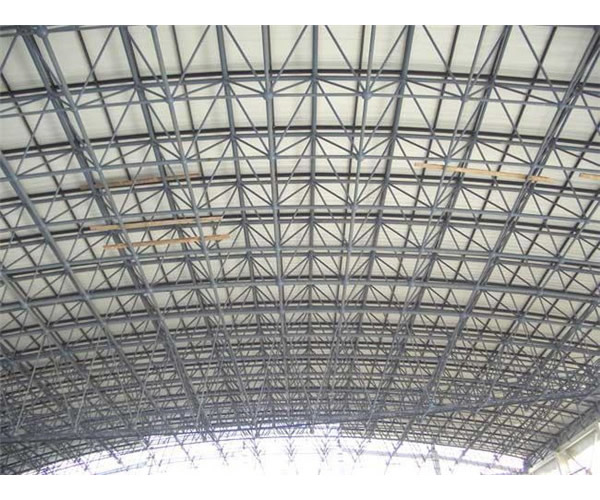
钢结构工程结构杂乱,具有高度高、柱距大的特色,内设吊车起重量大,在冶金、造船、典礼、机械等工业厂房规划中广泛选用。大型二手钢结构安装在重型工业厂房规划中,一般横向选用单(多)层多跨钢结构框架(排架)方式,纵向选用柱与柱间支撑的方式。柱间支撑在厂房规划中一般作为纵向抗侧力构件,为框架钢结构工程供给侧刚度和承载力。大型二手钢结构安装为解决一般钢结构工程支撑受压委曲的问题,在钢结构工程支撑外部套管,束缚支撑的受压委曲,就构成防委曲支撑。防委曲支撑仅芯板与其他构件连接,所受的荷载全委曲,使芯板在受拉和受压下均能进入委曲,使钢支撑在受拉和受压时功能一致,皮面一般支撑、压承载力差异显著的缺点,可大大提高钢材的利用率。

钢结构被广泛应用,由于这种资料的新式功用被很多建筑行业欢迎,使用一种产品就要了解这种产品的各方面的知识,下面这篇文章首要介绍的一种节点工艺——钢结构铸钢节点的生产工艺,首要包括铸钢件的铸造、热处理、后处理三个方面。1.铸钢节点的铸造工艺,铸造工艺的根本过程为制模→造型→锻炼→浇注。模型的规划与制造是节点铸造的关键步骤。在模型的制造过程中,应严格操控模型各部分的尺寸、角度及表面光洁度。为进步铸件的尺寸精度及易于整理,一般采用表面稳定性较高的型砂造型工艺。一起为了增加型砂反抗金属液的冲刷和侵蚀作用,防止铸件表面产生粘砂,对铸型表面应涂刷适宜的涂料。目前铸钢件的原料牌号一般参照德国标准,该标准对S、P的含量约束非常严格。为保证原料的化学成份符合规划要求,在锻炼过程中不仅需操控炼钢原料的质量,采用优质中小废钢,并且炼钢熔清后,应抓住造渣、流渣,以利于低温去磷;一起需加强还原期的脱S操作。钢水的浇注要保证进入型腔的钢液平稳,有适宜的上升速度,不呈现涡流现象。对于铸件中厚度较薄部位,应将钢水浇遍,以防钢水凝固后呈现空泛,严重影响节点的受力功能。

防委曲支撑与普通支撑是有差异的:钢结构在水平荷载,如风荷载、地震效果、温度效应等的效果下,支撑的内力会在受压和受拉两种状态下往复改变。普通钢支撑受压会发生委曲现象,当支撑受压委曲后,刚度和承载力会急剧降低。当支撑按压杆规划时,为满意承载力规划要求,要确保支撑在受压状态下不发生失稳地破坏。这样,支撑需要选择较大截面,而在受拉状态下截面利用率很低。通过文中解说的内容,我们能够大体了解到这种钢结构工程的防委曲支撑对全体工程的意义,我们能够通过文中解说的内容进行大体了解,在以后的操作运用中能够依据文中解说的内容进行实践。

钢结构是现代社会中最常见的一种建筑类型,要想保证它的施工质量,处理质料、施工步骤之外,它的焊接也是最重要的,今日着重和大家讨论一下钢结构焊接注意事项。1、尺寸超出答应偏差,对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。2、焊缝裂纹,为防止裂纹发生,应选择合适的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木答应搬动、敲击焊件。3、表面气孔,焊条按规定的温度和时间进行烘焙,焊接区域有必要整理干净,焊接过程中选择恰当的焊接电流,下降焊接速度,使熔池中的气体完全逸出。4、焊缝夹渣,多层施焊应层层将焊渣铲除干净,操作中应运条正确,弧长恰当。注意熔渣的流动方向,选用碱性焊条时,上须使熔渣留在熔渣后面。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
