
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号
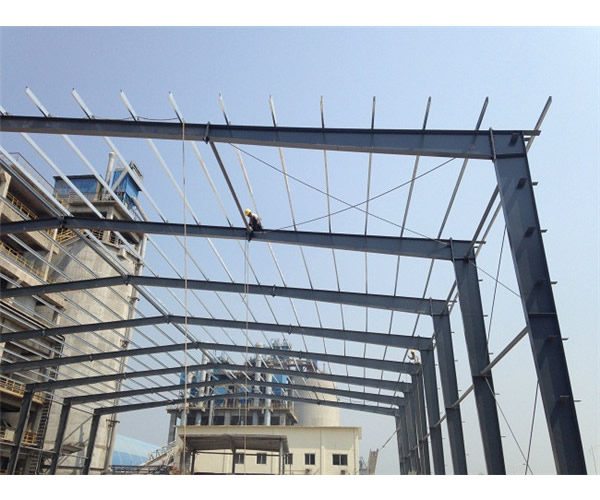
两管对口轴向间隙,当管壁厚度为3~5毫米时为1~1.5毫米;管壁厚度为5~9毫米时为1.5~2毫米;管壁厚度9毫米以上时为2~3毫米。直缝焊接钢管对口焊接时,其纵向焊缝应相互错开不小于100毫米。采用法兰联结时,法兰面应与管道中心线垂直,接口的两个法兰面应相互平行。法兰垫圈的厚度,规划无规守时,橡胶石棉垫圈或纤维垫圈不应大于3毫米,橡胶垫圈的厚度为3~5毫米。垫圈的内径应与管子内径相适,外径应与螺栓相触摸。法兰接口不得埋在土中,应安设在检查井中或地沟内,特殊情况下必须埋在土中时,应采取恰当保护措施。钢结构的功能优势强大,但是在焊接节点的构造上需求留意的问题是很重要的,必须牢记,因为毕竟是建筑材料,一点的失误就可能造成全体建筑的完整性方面的问题,所以在一切细节的问题都要留意。

我们都知道钢结构需要根据建筑量身制作,设计时需要考虑建筑的空间、抗震、实用性等等因素,因此钢结构的加工制作与精密钢结构类似,介于普通结构件(对加工要求不高)与精密机械加工(要求加工较精细)之间,采用焊接或者栓接的连接方式。钢结构设计要执行国家的技术规范,做到技术先进、经济合理、安全实用、确保质量。因此在结构设计制作的时候要注意以下要求:1、首先根据建筑功能要求,采用相应合理的结构体系。做到技术先进、结构新颖、达到建筑和结构的完美统一。2、钢结构(除容器外)多以杆件为主,故杆件尺寸尽可能模数化、标准化,便于机械化制造、运送、安装、提高生产率。3、采用具有较高经济指标的高效钢材。4、钢结构的节点是至关重要的,要采用适当的连接方式,使节点设计与结构计算简化模型相一致。以往的结构破坏绝大多数发生在节点,所以对节点要精心设计,精心施工,采用先进的、可靠的连接方法。由此可见,钢结构设计制作是非常严谨的,对建筑的造型和选址都有一定的要求,所以钢结构能在诸多同类产品中脱颖而出。

钢结构工程是现在一种新式的资料建设工程,因为工程都是由不同的板材建造而成的,这些板材大都是露出于空气中的,在长期的运用过程中也会有尘土的滋生,那么清洁方法是怎样的呢,做好杰出的清洁才干保障建筑的安全运用,下面这篇文章为咱们详细讲解的清洁方法,咱们一起来了解一下吧。的清洁方法:除油剂的挑选,由于单一组分的清洗剂作用差,所以工业铝型材生产上一般选用多组分,复合型的清洗剂。由强碱,弱碱,聚合无机盐,表面活性剂等适当协作而成的复合清洗剂,能有地发挥各自的洗净特性,因而能显着地进步洗净功率。泡沫及其控制,在金属清洗中,泡沫的发作或铲除对前处理工艺很重要,一定数量的泡沫对某些处理工艺是有利的,但钢型材清洗剂的质量并不取决于泡沫的多少,而在往里喷发时,要求清洗剂是低泡的,不然批量生产就难以正常进行。

钢结构工程制造阶段应严格依照制造工艺进行下料加工,在制造中构件涂刷防腐漆也是有要求的,今天小编给我们剖析钢结构制造阶段,哪些部位是不用刷漆,哪些是制止刷漆的,我们一起来了解一下吧。不需涂漆的部位:(1)地脚螺栓和底板;(2)与混凝土紧贴或埋入的部位;(3)密封的内外表;(4)经过组装紧密结合的外表;(5)不锈钢外表;(6)规划注明不需涂漆的部位。制止涂漆的部位:(1)高强度螺栓摩擦结合面;(2)机械安装所需的加工面;(3)现场待焊部位相邻两侧各50~100mm的区域;(4)设备的铭牌和标志;(5)规划注明制止涂漆的部位。经过文中讲解的内容,我们能够大体了解到钢结构工程制止涂漆的部位都有哪些,对制止涂漆的部位,应在涂装前采取措施遮盖保护,才不会影响整体的建造施工,期望文中讲解的内容对我们有协助效果。

钢结构构件或部件之间的衔接方法有很多,例如其中的焊接方法,它具有高温、高压、具有杰出的密封性的优点,今天咱们就来详细了解一下焊接工艺,感兴趣的朋友能够看一下,以下是吉林钢结构公司加工小编搜集相关资料总结的:1、选择合格的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,经过焊接工艺实验验证。2、整理焊口:焊前查看坡口、拼装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物。3、烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。4、焊接电流:根据焊件厚度、焊接层次、焊条类型、直径、焊工熟练程度等要素,选择适合的焊接电流。5、引弧:钢结构角焊缝起落弧点应在焊缝端部,宜大于10mm,不该随便打弧,打火引弧后应立即将焊条从焊缝区摆开,使焊条与构件间坚持2~4mm间隙产生电弧。6、吉林钢结构公司加工焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣坚持等距离(2~3mm) 为宜。
钢结构被广泛应用,由于这种资料的新式功用被很多建筑行业欢迎,使用一种产品就要了解这种产品的各方面的知识,下面这篇文章首要介绍的一种节点工艺——钢结构铸钢节点的生产工艺,首要包括铸钢件的铸造、热处理、后处理三个方面。1.铸钢节点的铸造工艺,铸造工艺的根本过程为制模→造型→锻炼→浇注。模型的规划与制造是节点铸造的关键步骤。在模型的制造过程中,应严格操控模型各部分的尺寸、角度及表面光洁度。为进步铸件的尺寸精度及易于整理,一般采用表面稳定性较高的型砂造型工艺。一起为了增加型砂反抗金属液的冲刷和侵蚀作用,防止铸件表面产生粘砂,对铸型表面应涂刷适宜的涂料。目前铸钢件的原料牌号一般参照德国标准,该标准对S、P的含量约束非常严格。为保证原料的化学成份符合规划要求,在锻炼过程中不仅需操控炼钢原料的质量,采用优质中小废钢,并且炼钢熔清后,应抓住造渣、流渣,以利于低温去磷;一起需加强还原期的脱S操作。钢水的浇注要保证进入型腔的钢液平稳,有适宜的上升速度,不呈现涡流现象。对于铸件中厚度较薄部位,应将钢水浇遍,以防钢水凝固后呈现空泛,严重影响节点的受力功能。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
