
选择我们,选择放心
品质保障,服务到位!
服务热线:
18831776555

联系人:魏经理
手机:18831776555 13503276282
电话:0317-4836661
传真:86-0317-4836660
网址:www.czsdgjg.com
地址:河北省沧州市沧州经济开发区兴业路120号
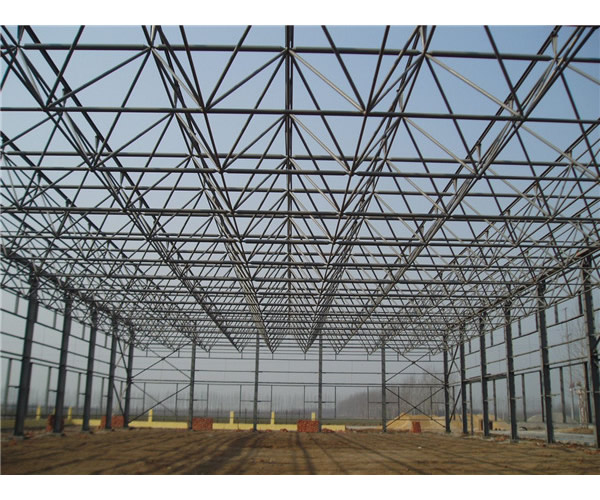
随着工业的不断发展,出现了一批大型的工业厂房,而它们钢结构的规划重量轻、强度高,而且制作安装方便,能够满足厂房大跨度的要求,对于此工程来说,为了能够完成更好的效果,要做好屋面板的衔接:钢结构修建屋面板的衔接方法有长向衔接和侧向衔接两种。长向衔接主要是搭接,便是上坡板压下坡板,而且搭接处设置专用防水密封胶来加固定专用压条,而侧向衔接的方法,目前主要有:搭接衔接是把压型钢板搭接边重叠,而且用各种自攻螺钉、铆钉或螺栓等连成全体。而该衔接又分为不带密封胶槽和带密封胶槽两种,屋面螺钉外露,而且波峰比较低。

钢结构工程制造阶段应严格依照制造工艺进行下料加工,在制造中构件涂刷防腐漆也是有要求的,今天小编给我们剖析钢结构制造阶段,哪些钢结构加工部位是不用刷漆,哪些是制止刷漆的,我们一起来了解一下吧。不需涂漆的部位:(1)地脚螺栓和底板;(2)与混凝土紧贴或埋入的部位;(3)密封的内外表;(4)经过组装紧密结合的外表;(5)不锈钢外表;(6)规划注明不需涂漆的部位。制止涂漆的部位:(1)高强度螺栓摩擦结合面;(2)机械安装所需的加工面;(3)现场待焊部位相邻两侧各50~100mm的区域;(4)设备的铭牌和标志;(5)规划注明制止涂漆的部位。经过文中讲解的内容,我们能够大体了解到钢结构工程制止涂漆的部位都有哪些,对制止涂漆的部位,应在涂装前采取措施遮盖保护,才不会影响钢结构加工整体的建造施工,期望文中讲解的内容对我们有协助效果。

钢结构是现代社会中最常见的一种建筑类型,要想保证它的施工质量,处理质料、施工步骤之外,它的焊接也是最重要的,今日着重和大家讨论一下钢结构焊接注意事项。1、尺寸超出答应偏差,对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。2、焊缝裂纹,为防止裂纹发生,应选择合适的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木答应搬动、敲击焊件。3、表面气孔,焊条按规定的温度和时间进行烘焙,焊接区域有必要整理干净,焊接过程中选择恰当的焊接电流,下降焊接速度,使熔池中的气体完全逸出。4、焊缝夹渣,多层施焊应层层将焊渣铲除干净,操作中应运条正确,弧长恰当。注意熔渣的流动方向,选用碱性焊条时,上须使熔渣留在熔渣后面。

钢结构防火涂层施工完成干燥后,总会出现脱层或轻敲时发现空鼓、表面出现明显凹陷、外观不平整、有乳突现象或用手掰,出现粉化松散和浮浆等缺陷,造成返工,那么这些问题是怎么形成的?如何处理呢?原因分析:1、涂层过厚,表面已经干燥固结,内部却还在继续固化过程中。2、厚涂层未干燥到可以涂装后道涂层时,就涂装新的一层防护涂料。3、防火涂料施工环境温度过高,引起表面迅速固化而开裂。防治措施:1、应按防火涂料产品说明书的要求配套混合,按钢结构施工工艺规定厚度多道涂装。2、在厚涂层上覆盖新涂层,应在厚涂层最少涂装间隔时间后进行。3、夏天高温下,涂装施工应避免暴晒,并注意保养。4、对涂层表面局部裂纹宽度大于验收规范要求的涂层应进行返修。5、处理涂层裂纹方法,可用风动工具或手工工具将裂纹与周边区域涂层铲除再分层多道进行修补涂装。关于钢结构防火涂层裂纹空鼓现象出现的原因,以及这方面问题的处理方法,文中已经讲解的比较清楚了,在以后的操作使用中,大家要多注意这方面的问题,尽量避免这方面的问题带来的影响。


地址:河北省沧州市沧州经济开发区兴业路120号
手机:18831776555 电话:0317-4836661
版权所有:沧州胜达重工钢结构制造有限公司
网址:www.czsdgjg.com 备案号:冀ICP备19019963号-1
